聯系我們
諸城市朝陽機械有限公司
手機:(祝經理)15650277057
電話:0536-6480866
傳真:0536-6480866
郵箱:zczhaoyang@126.com
網址:www.528sou.com
地址:山東.諸城市舜王街道開發區
肉雞屠宰加工工藝
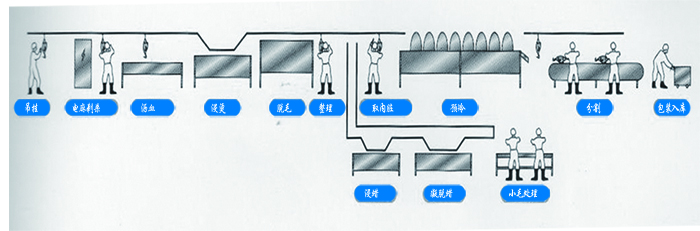
一、肉雞屠宰加工工藝流程示意圖
毛雞上掛→水浴式麻電→刺殺→瀝血→燙毛→脫毛→人工清理小毛→雞毛水沖入雞毛收集間→割爪→轉掛→開膛→掏內臟→割頭→胴體清洗→預冷→胴體瀝干→內臟入內臟加工間處理→胴體上掛→分割→分揀→整理稱重包裝→裝盤→速凍→裝箱→冷藏→銷售
二、肉雞屠宰加工工藝
1、毛雞輸送
(1)卸車前應索取產地動物防疫監督機構開具的合格證明,并臨車觀察,未見異常,證貨相符后準予卸車。
(2)將裝有毛雞的雞籠從運輸車上搬運下來,放在掛雞月臺上,有檢疫人員現場檢驗,檢驗合格健康毛雞的雞籠放在雞籠輸送機上,輸送到毛雞上掛間。
(3)毛雞上掛間和屠宰車間嚴格分開,毛雞上掛間盡量設計陰暗,避免強光照射,造成毛雞拍打翅膀過度緊張。
(4)掛雞人員從雞籠里托著雞腹拿出毛雞,再將兩雞爪掛在生產流水線的掛架上。每個掛雞人員每小時可掛毛雞800-1000只。
(5)回空的雞籠由輸送機自動輸送進入雞籠清洗機內進行雞籠的清洗,清洗干凈的雞籠通過雞籠斜滑道滑到卸雞月臺上。
2、肉雞宰殺脫毛
(1)肉雞宰殺高架輸送線主要完成的工序:毛雞上掛、水浴式麻電、刺殺、瀝血、燙毛、脫毛、切爪、轉掛等。
(2)高架輸送線掛架間距:6英寸(152.4mm),采用標準驅動鏈條,鏈條節距t=25.4mm,變頻調速,生產線的設計宰殺能力和生產線的線速度密相關,線速度的計算式:線速度=時產量(只/小時)×掛架間距(米)÷60(分鐘/小時)
例如:設計能力:3000只/小時,掛架間距:152.4mm
生產流水線的線速度:3000只/小時×0.1524米÷60分鐘/小時=7.62米/分鐘。
(3)活雞麻電通常采用水浴式麻電,麻電電壓:70-90v,麻電時間:2-3s。或不通過麻電工序,采用毛雞上掛后通過高架輸送線自動輸送1min,讓毛雞平靜下來后再刺殺。
(4)毛雞刺殺后瀝血,瀝血時間一般設計為3-4min。燙毛時間:40-60s,脫毛時間:15-30s。
(5)燙毛采用恒溫燙毛機,燙毛溫度:58-62℃。脫毛盡量采用吊掛式脫毛,避免胴體相互接觸而造成感染。
(6)在90。的轉彎處設計自動切爪機,切爪機由定位輪、驅動、旋轉刀片組成,雞爪切割后,雞爪再由卸爪器卸下放入收集車內。
3、開膛掏內臟
(1)肉雞開膛掏內臟高架輸送線主要完成的工序:開膛、掏內臟、切頭、胴體清洗等。
(2)該高架輸送線掛鉤間距:8英寸(203.2mm),采用標準驅動鏈條,鏈條節距t=25.4mm,變頻調速。
(3)將掏出的內臟放入內臟滑槽內,由檢疫人員檢驗,檢驗合格的雞胴體進入下道工序,檢驗合格的雞內臟進入內臟加工間處理,不合格胴體和內臟放入封閉的小車內拉出屠宰車間處理。
(4)內臟通過分離出來,雞腸通過清洗整理后入冷庫冷藏,雞胗用雞胗脫脂機把雞胗表面的油脂脫下來,再由剝胗皮機把胗皮剝下來,清洗整理后入冷庫冷藏。
(5)去內臟后的胴體在預冷之前必須進行清洗,去除體內的血水。
4、預冷
(1)預冷分池預冷和螺旋預冷機預冷,池預冷占用的面積比預冷機預冷要大。
(2)預冷水溫:0-2℃,預冷時間:45min。
(3)預冷好的胴體要通過瀝干機或高架輸送線將體內的水瀝干。
(4)預冷后的雞胴體中心溫度在10℃以下。
5、分割包裝
(1)分割高架輸送線掛鉤間距:8英寸(203.2mm),采用標準驅動鏈條,鏈條節距t=25.4mm,變頻調速。
(2)在高架輸送線上有分割操作人員分割不同的部位肉,把分割肉放在平板輸送機上傳送到分揀工位進行分揀。
(3)把分揀后的部位肉根據要求稱重后真空包裝,放入冷凍盤內用涼肉架車推到結凍庫(-30℃)結凍或到成品冷卻間(0-4℃)保鮮。
(4)將結凍好的產品托盤后裝箱,進冷藏庫(-18℃)儲存。
(5)分割包裝間溫控:10-15℃。